
Электродуговая сварка закладным электродом

Наибольшую свою производительность электродуговая сварка с использованием закладного электрода демонстрирует в условиях серийного производства. Качественные механические характеристики готовых швов, не нуждающихся в дальнейшей термообработке, ничем не хуже тех, которые достигаются при стандартных дуговых сварочных процессах, попутно же наблюдается и солидная экономия металла. Для справки: работу реально выполнить в щели толщиной 8-10 мм.
Суть всего процесса сводится к следующему: обособленный электрод с сечением до 1000 мм2, закладывается в место стыковки отдельных металлических элементов. По его плоской стороне без человеческой помощи движется электрическая дуга, а все главные параметры сварочного процесса устанавливаются в автоматически. Стоит заметить, что стык хорошо проплавляется даже на низкоплотном токе, а сами электроды сварочные обладают электроизолирующим внешним слоем, толщина которого может достигать 1,5 мм. Помимо электроизоляции, этот слой гарантирует газошлаковую защиту области проведения работ, становится залогом дополнительного легирования и рафинирования готового стыка.
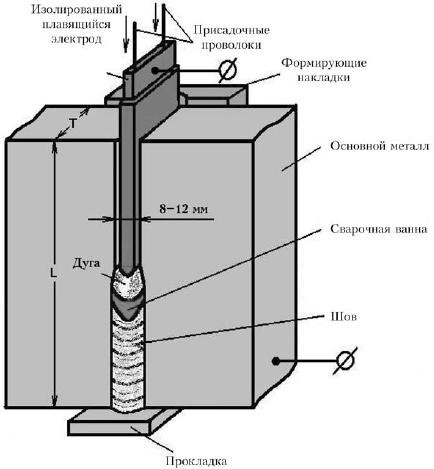
Нехватка металла в месте стыковки отдельных элементов компенсируется за счет способности закладного электрода перемещаться в полость, хотя всегда есть возможность подать сквозь него сплошную либо же порошковую проволоку.
Поверхность шва формируется благодаря ползунам или медными боковушками. Они же выводят из области проведения работ лишний шлак. Так предотвращается вероятность трансформации электродуговой сварки в электрошлаковую.
Использование закладных электродов влечет за собой следующую выгоду:
· места стыков демонстрируют высокие и неизменные качественные показатели
· нет надобности в защитных газах или флюсах;
· установка для сварки сравнительно компактная и мобильная;
· применяется специфическая порошковая проволока, снижающая затраты на флюс и газ;
· установка показывает высокую производительность и быстро окупается.
Лучшие сварочные электроды для такой сварки способны соединять детали толщиной до 150 мм. Как показывает практика, подобная технология чаще привлекается для стыковки рельс, что полностью объясняется плоским типом электрода и его сечением, схожим с профилем свариваемых рельс. Продолжительность формирования полноценного шва при токе 500–600 А равна всего 5-8 мин., за счет чего сокращаются общие затраты времени на прокладку ж/д пути.


 ESAB Rogue ET 201i PRO - оборудование для профессионалов и любителей.Сварочный аппарат Rogue ET 201iP PRO – это мощное и надежное решение для профессиональных сварочных работ. Он позволяет выполнять качественную сварку в режимах TIG и Stick, обеспечивая исключительные характеристики дуги. Аппарат легко настраивается для различных задач
ESAB Rogue ET 201i PRO - оборудование для профессионалов и любителей.Сварочный аппарат Rogue ET 201iP PRO – это мощное и надежное решение для профессиональных сварочных работ. Он позволяет выполнять качественную сварку в режимах TIG и Stick, обеспечивая исключительные характеристики дуги. Аппарат легко настраивается для различных задач ESAB Rogue ES201iP PRO: Мощный и надежный сварочный аппарат для профессионалов и любителейМодель ESAB Rogue ES201iP PRO - модель пришла на смену проверенному и надежному Rogue ES 200i PRO, но получила ключевые улучшения: цифровую панель управления, улучшенный контроль дуги и новую функцию MMA Pulse.
ESAB Rogue ES201iP PRO: Мощный и надежный сварочный аппарат для профессионалов и любителейМодель ESAB Rogue ES201iP PRO - модель пришла на смену проверенному и надежному Rogue ES 200i PRO, но получила ключевые улучшения: цифровую панель управления, улучшенный контроль дуги и новую функцию MMA Pulse.